因為專業
所以領先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因為專業
所以領先

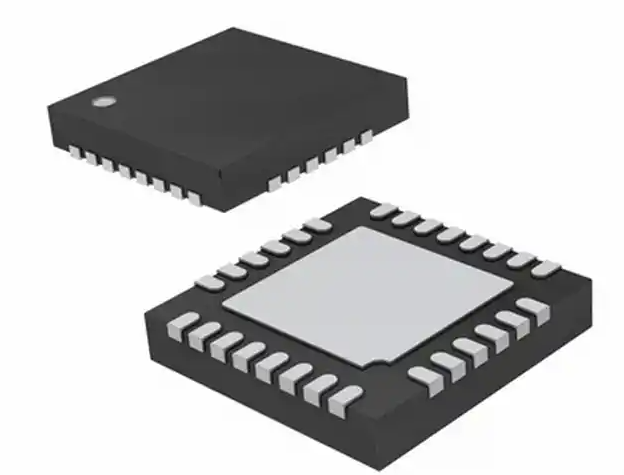
QFN的工藝流程與傳統封裝接近,以下為主要流程及關鍵環節:
鋼網設計:在QFN的自動裝焊整個工藝流程中,焊膏印刷是重要環節,鋼網是焊膏印刷過程中的工裝,其設計質量直接決定焊膏印刷的最終形狀。QFN器件鋼網設計包含鋼網的厚度、網板的開孔設計方法和中央散熱焊盤的處理。
焊膏印刷:需控制好印刷方式、刮刀印刷壓力、鋼網與印制板貼合程度、焊膏和鋼網脫離速度等因素,以準確控制焊膏轉移量和印刷量。起初采用人工手動印刷存在諸多問題,應盡量采用更精準的印刷方式。
貼片:使用高精度貼片機,保證器件貼裝程序的精準和貼片壓力恰當。貼片機的貼裝壓力范圍為0.5N - 7.0N,對于引腳間距為0.5mm的QFN封裝器件,貼裝壓力可控制在3.0N - 4.0N。在器件貼裝完成回流焊以前,對QFN器件的貼裝質量進行自檢,以便發現器件極性方向裝反、器件偏移和焊錫橋連等貼裝缺陷。
回流焊接:回流焊接采取合適的溫度曲線。例如對于有鉛焊膏Sn63Pb37,熔點為183℃,通常再流焊接峰值溫度為210 - 230℃。結合印制電路板上其他元器件類型,微調生成新的回流溫度曲線,設置好預熱保溫區、預再流區、再流區和冷卻區的升溫速率、時間等參數。
引起QFN焊端間橋連缺陷的因素主要有:焊膏量局部過多、焊膏坍塌、焊膏印刷不良、引腳變形、貼片偏移量大、鋼網開窗與焊盤的匹配性不好、焊盤尺寸不符合要求、印制電路板的制造質量(如阻焊間隙、厚度及噴錫厚度的影響)等。
如鋼網設計不合理會導致焊膏印刷量過大,且在焊接過程中影響氣體的排放,容易造成焊球空洞、飛濺等缺陷。
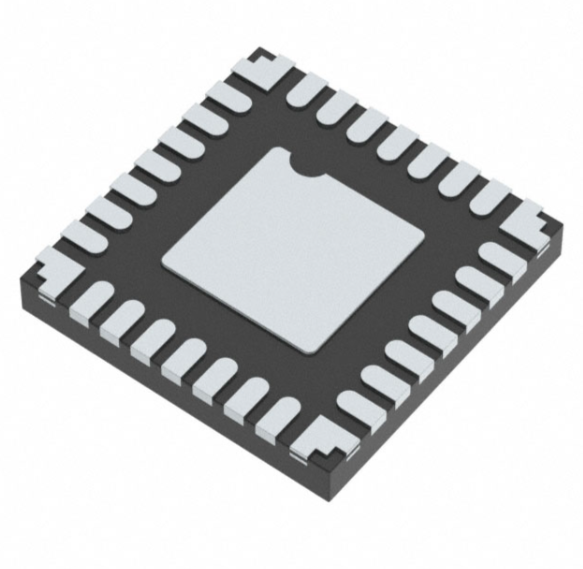
對QFN導電焊盤和中間散熱焊盤的尺寸和間距進行優化,使其符合《表貼元件焊盤設計規范》等相關標準。例如,確保導電焊盤和中間散熱焊盤的間隙不小于規定的最小值0.15mm。
針對中間電氣焊盤,鋼網開孔尺寸與印制板上對應焊盤一致;針對中間散熱焊盤,避免設計方形的整體開孔,可采用其他合理的開孔方式以控制焊膏印刷量和利于氣體排放。同時,根據QFN封裝器件引腳間距等情況,合理設計鋼網厚度,對于引腳間距為0.5mm的細密元件,應選擇更合適的鋼網厚度。
采用更精準的焊膏印刷方式,避免人工手動印刷帶來的問題,確保刮刀印刷壓力均勻、鋼網與印制板貼合緊密、焊膏和鋼網脫離速度易于控制,從而準確控制焊膏轉移量和印刷量。
保證貼片機的貼裝程序精準,控制好貼片壓力。在貼裝完成回流焊前進行嚴格的自檢,及時發現并糾正貼裝缺陷。
根據QFN封裝器件和印制電路板上其他元器件的特性,微調回流焊接溫度曲線,控制好各溫區的升溫速率、時間等參數,確保焊接質量。
QFN芯片封裝清洗劑選擇:
水基清洗的工藝和設備配置選擇對清洗精密器件尤其重要,一旦選定,就會作為一個長期的使用和運行方式。水基清洗劑必須滿足清洗、漂洗、干燥的全工藝流程。
污染物有多種,可歸納為離子型和非離子型兩大類。離子型污染物接觸到環境中的濕氣,通電后發生電化學遷移,形成樹枝狀結構體,造成低電阻通路,破壞了電路板功能。非離子型污染物可穿透PC B 的絕緣層,在PCB板表層下生長枝晶。除了離子型和非離子型污染物,還有粒狀污染物,例如焊料球、焊料槽內的浮點、灰塵、塵埃等,這些污染物會導致焊點質量降低、焊接時焊點拉尖、產生氣孔、短路等等多種不良現象。
這么多污染物,到底哪些才是最備受關注的呢?助焊劑或錫膏普遍應用于回流焊和波峰焊工藝中,它們主要由溶劑、潤濕劑、樹脂、緩蝕劑和活化劑等多種成分,焊后必然存在熱改性生成物,這些物質在所有污染物中的占據主導,從產品失效情況來而言,焊后殘余物是影響產品質量最主要的影響因素,離子型殘留物易引起電遷移使絕緣電阻下降,松香樹脂殘留物易吸附灰塵或雜質引發接觸電阻增大,嚴重者導致開路失效,因此焊后必須進行嚴格的清洗,才能保障電路板的質量。
合明科技研發的水基清洗劑配合合適的清洗工藝能為芯片封裝前提供潔凈的界面條件。
合明科技運用自身原創的產品技術,滿足芯片封裝工藝制程清洗的高難度技術要求,打破國外廠商在行業中的壟斷地位,為芯片封裝材料全面國產自主提供強有力的支持。
推薦使用合明科技水基清洗劑產品。

![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[圖標]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)