因為專業
所以領先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因為專業
所以領先

回流焊又稱再流焊,是伴隨微型化電子產品的出現而發展起來的焊接技術,主要應用于各類表面組裝元器件的焊接,它是將預先印刷有焊膏并貼裝了SMC/SMD或其他元器件的PCB送入回焊爐。
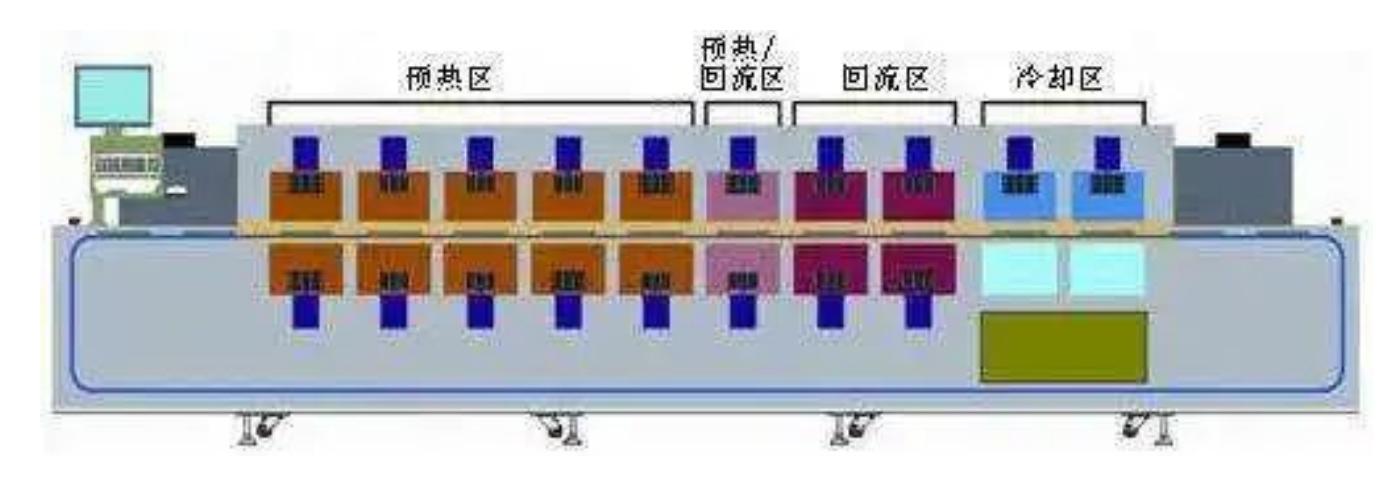
熱風回流焊爐總體結構示意圖
經過爐子的預熱、升溫、熔化(再次流動)、冷卻等過程,最終達到PCB焊盤與連接對象的引腳或電極之間牢固可靠的焊接。回焊爐也是組成SMT生產線的主要設備。
一、 回焊爐整體維護計劃和基本內容
對回焊爐進行定期維護保養除了可以延長機臺的使用壽命之外,還能夠保障SMT穩定生產,提高產量,從而保證通過回焊爐的產品質量。在進行維護保養之前,必須制訂好周期性的保養計劃,并且準備好常規性的保養工具和保養用品。
1、制訂維護保養計劃
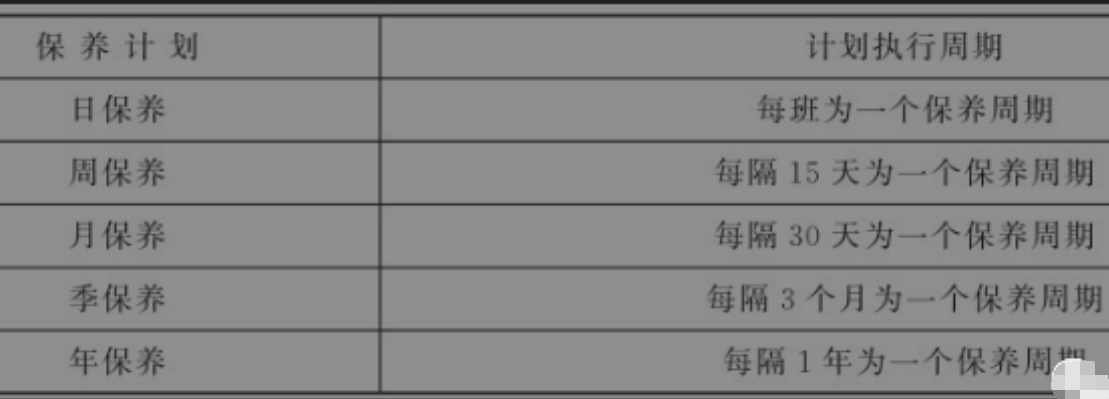
維護保養按照保養內容和保養周期的不同分為日保養、周保養、月保養、季保養和年保養。如下表所示。
2、準備維護保養的常用工具和用品
在維護保養過程中,有些物品和工具是常規性的,而某些較為特殊的工具要另外準備。以下是一些常用的物品和工具。
(1)吸塵器,無塵紙或碎布,毛刷,鐵刷。
(2)清潔劑(CP-02),爐膛清洗劑W5000,高溫鏈條油,WD-40保養劑,煤油,酒精。
(3)英制內六角扳手,活動扳手,鏟刀,十字螺絲刀,一字螺絲刀,鐵皮箱,測風儀,D-TEK檢漏儀,萬用表,游標卡尺。
3、維護保養的基本內容
1)日保養
(1)用無塵紙或碎布蘸少量清潔劑擦拭清潔回焊爐表面的灰塵等臟物。
(2)檢查自動加油器中的高溫鏈條油的存量,如下圖所示。

(3)將爐子的上蓋打開,清潔內部的助焊劑和掉入爐中的雜物。
2)周保養
(1)選擇COOLDOWN模式。
(2)調節爐膛升降開關將爐膛升起。
(3)用吸塵器將爐膛內的助焊劑等臟物吸附掉。
(4)用碎布或無塵紙蘸上爐膛清潔劑將吸塵器無法吸掉的助焊劑等臟物擦拭干凈。(5)對爐口進口處用布或擦拭紙進行擦拭清潔。
3)月保養
(1)在傳送系統的方桿上加油。
(2)檢測傳送網的松緊程度。
(3)檢查機器中各個排風管是否清潔,將污物清除。
(4)用吸塵器清潔設備內的灰塵及頂蓋上的散熱風扇。
(5)清潔軌道調寬的絲桿。
(6)檢測傳送系統上的各個傳動齒輪,必要時進行清潔、加油。
4)季保養
(1)觀察爐膛頂面和出風口是否覆有助焊劑等臟物,如有則用小鐵鏟將其鏟掉,再用爐膛清潔劑清除。
(2)將冷風區的吹風電機拆下來,清除電機葉輪上和渦輪中的助焊劑。
(3)檢查軌道固定邊與軌道可動邊的前后鋼板是否覆有助焊劑等臟物,如有則可用小鐵鏟將其鏟凈,再用爐膛清潔劑清除。
(4)將回焊爐的上部蓋打開,檢查其上端熱風電機及上蓋散熱風扇是否有污垢和異物,如有污垢及異物可將其拆下用CP-02清潔劑清潔污垢再用WD-40保養劑除銹;檢查下端熱風電機,如有污垢及異物可將其拆下用CP-02清潔污垢再以WD-40除銹;檢查抽風扇是否有污垢、異物及排風管有否破損,用酒精清潔排風管的管壁。
(5)對爐口進口處用布或擦拭紙進行擦拭清潔。
(6)檢查鏈條是否有變形及與齒輪是否吻合,鏈條與鏈條的間孔是否被異物堵塞,如有可用鐵刷將其去除。
(7)檢查前中后軌道的平行度,看其是否有變形,可用PCB在軌道上運行,然后檢查軌道與PCB的間隔是否出入過大。
(8)檢查UPS的工作狀況是否良好,用萬用表測量其輸入/輸出端電壓。
5)年保養
在季保養的基礎上更進一步的對回焊爐的內外部件進行維護。
二、傳送機構的維護保養
1、傳送機構機臺精度校正及調整
1)軌道平行度調整
(1)調整方法 用游標卡尺配合PCB生產基板測量,一般以進口處寬度為基準點,如果出板處寬度不對稱,則用固定鉗和19mm開口扳手將鏈條與軌道后端的轉動齒桿分開并放松,再用手轉動后端傳動齒桿調整到與前、中端距離相同。
(2)調整過程的作業標準如下。
① 進口處、中央傳動組合和出板處為測量要點。
② 以固定邊軌道為基準,測量第3區、第6區、第9區和第12區到機座邊緣的距離,各個距離值要平行一致(允許偏離范圍在±1mm以內)。
③ 進口處與出板處放置PCB后間隙距離應該在1.2mm以內。
④ 中間傳動組合應該比進口處、出板處寬1~1.5mm。
⑤ 基本調整完畢后,可將回焊爐加熱至生產設定溫度,實時打開爐膛蓋,用生產PCB板比對測量,觀察PCB板是否能夠順暢劃動而不發生卡板、掉板現象。
2)軌道移動裝置調整
(1)調整方法 在WAKE UP溫度擋中,將手動調整軌道寬度開到極限,觀察滾動滑輪的運動情況,檢查其是否因阻力而影響軌道寬度。如果阻力較大,則應適當地放松移動裝置。
(2)調整過程的作業標準 滾動滑輪滑動情況正常。
3)軌道固定邊和移動邊前后鋼板的調整
(1)調整方法 先用水平儀檢測軌道固定邊和移動邊前后鋼板的平行度,然后用內六角扳手檢查螺絲的松緊程度。
(2)調整過程的作業標準如下。
① 前后鋼鐵板不應發生偏移、變形等現象。
② 上緊軌道固定螺絲。
4)軌道調寬裝置的調整
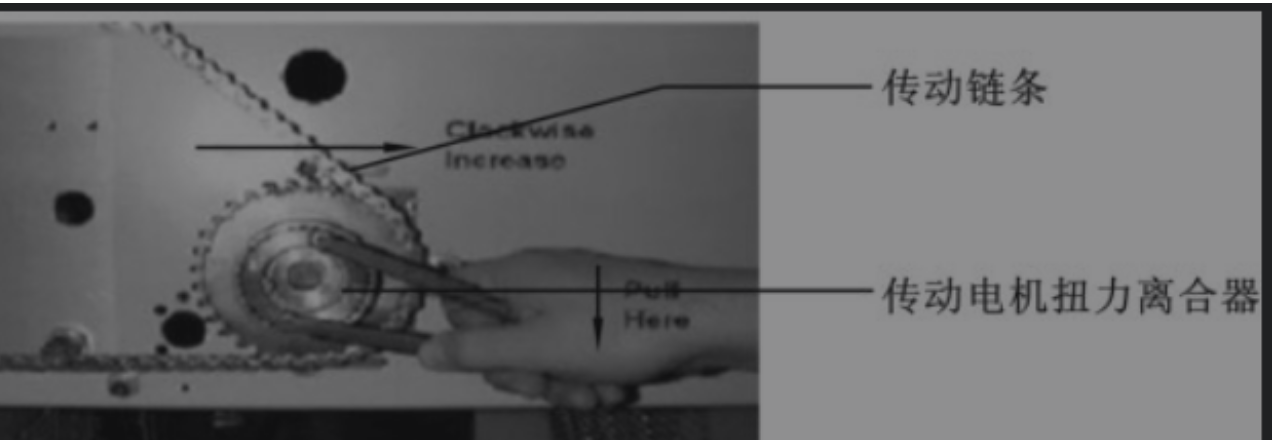
(1)調整方法 軌道調寬裝置如下圖所示,檢查調寬傳動電機、傳動桿和各齒輪鏈條能否正常的運行或轉動。如果出現松動、偏移等情況,則用內六角扳手和寬口鉗進行調整。如果調寬裝置出現變形、彎曲的現象,則要及時更換新品。
(2)調整過程的作業標準如下。
① 齒輪、鏈條的松緊度適中,裝置能夠正常轉動,用內六角扳手上緊軸心固定內六角螺絲。
② 軸桿的軸套在正常位置,用寬口鉗調整到無溝槽間隙產生。軸桿傳動正常,不應有偏移、彎曲或變形等現象發生。
5)前段及中部傳動裝置的調整
(1)調整方法 前段及中部傳動裝置如下圖所示,檢查前段及中部的固定齒桿、齒輪和軌道運動軸桿的咬合情況,各裝置能否正常運行,再用內六角扳手上緊螺絲。如果出現松動、偏移等情況,用內六角扳手配合寬口鉗進行調整。如果裝置出現變形、彎曲甚至斷裂現象,則應及時更換新品。

(2)調整過程的作業標準如下。
① 前段及中部固定齒桿、齒輪需與轉動齒輪正常咬合,不允許有偏移,彎曲及變形現象發生。
② 前段及中部軌道運動軸桿需與運動電機同步移動,移動要順暢。用內六角扳手上緊軸桿與軸桿之間所連接的固定內六角螺絲。軸桿不可有偏移、彎曲、變形、螺絲松動或斷裂等現象發生。
2、傳送機構的清潔及保養
(1)爐內腔體傳送機構如下圖所示,清理傳送機構中的無用螺絲和殘留雜物。

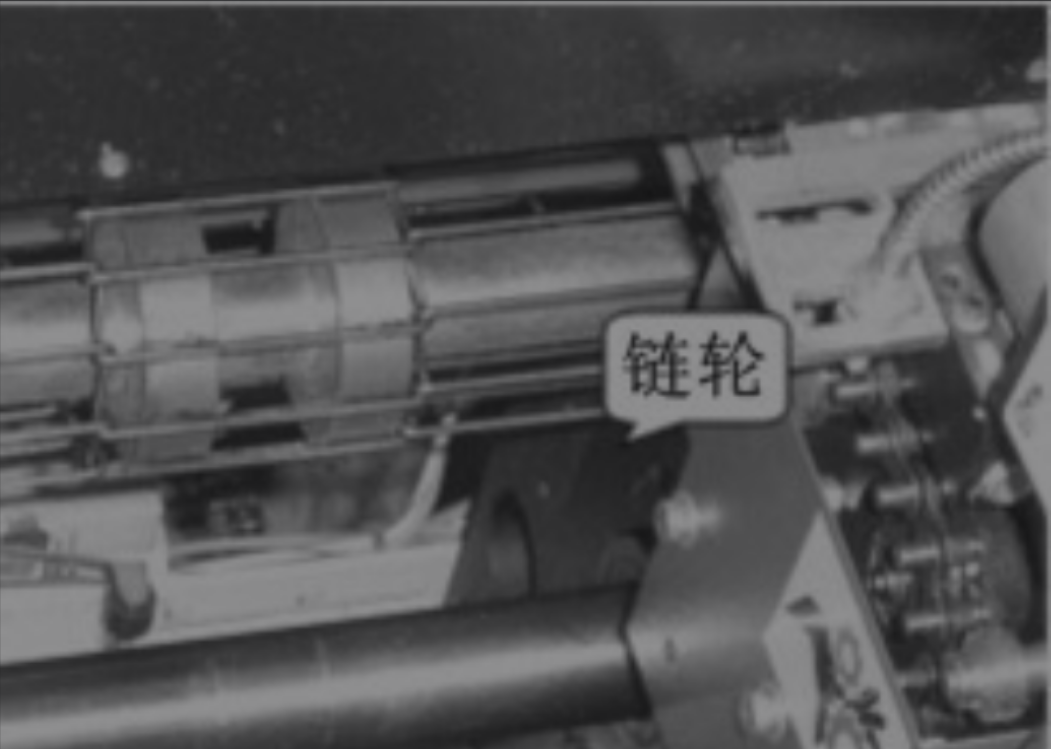
(2)鏈輪如下圖所示,清理鏈輪,并加入適量的機油。
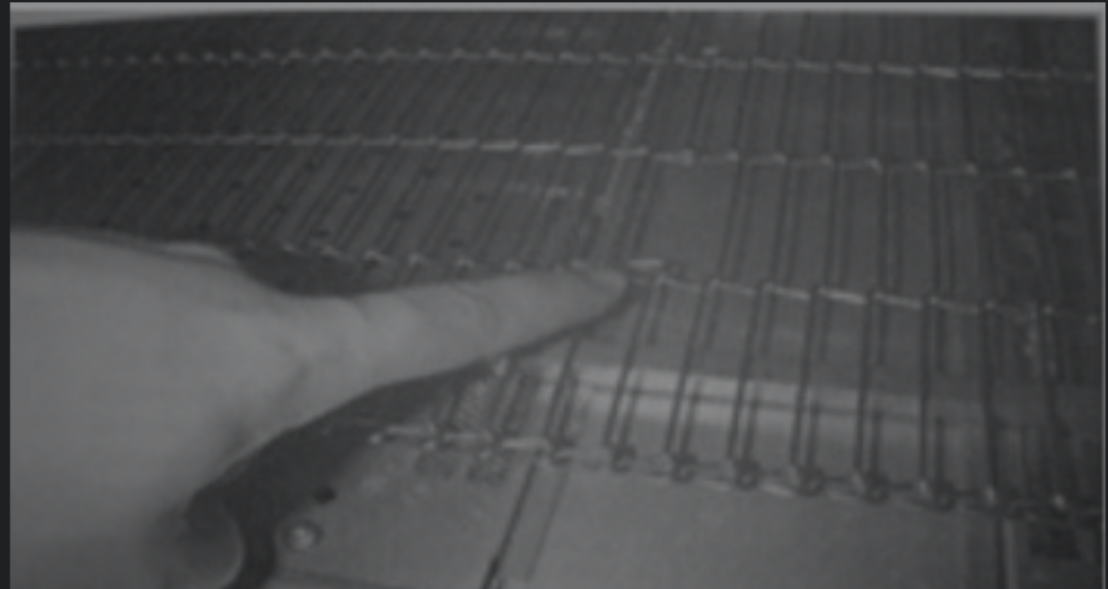
(3)將軌道調整至最寬位置,在入口處找到鏈網接頭,用尖嘴鉗拆開鏈網,如下圖所示。在網下鐵板上噴上爐膛清潔劑稀釋助焊劑等污垢后,用鏟刀將污垢鏟凈,最后用擦拭紙或碎布蘸少量爐膛清潔劑將其擦拭清潔干凈。
(4)檢查鏈條與鏈條的間孔是否被異物堵塞,如有,則用鐵刷將其去除。
(5)對回焊爐的進出口及中部、方形軸桿、支撐輔助桿和調寬絲桿上噴上爐膛清潔劑,稀釋助焊劑及污垢,用擦拭紙或碎布蘸少量爐膛清潔劑將其擦拭清潔干凈,最后在表面上均勻涂上一層高溫油進行潤滑和保護。
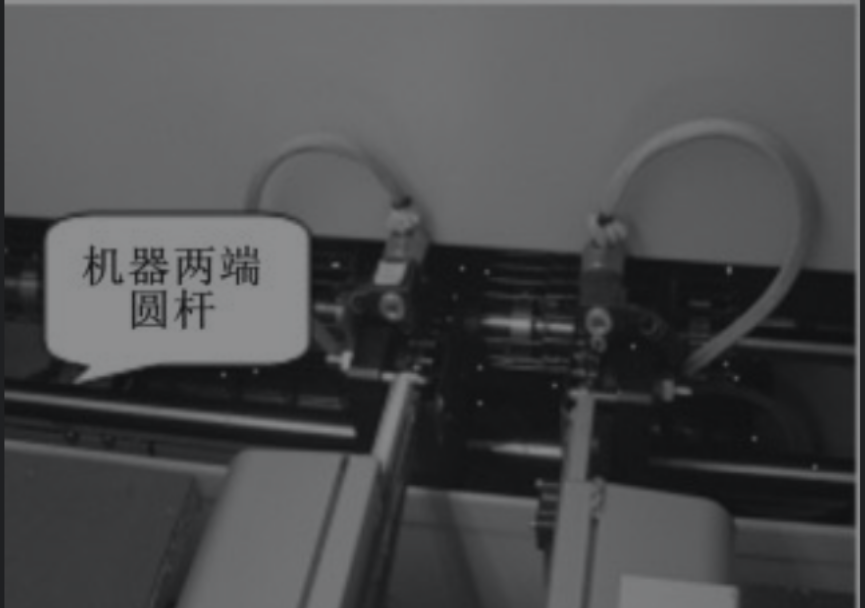
(6)傳送機構兩端圓桿如下圖所示,用異丙醇將傳送機構兩端的圓桿擦凈,并加入適量的機油。
(7)用碎布蘸酒精清潔傳送帶和滾筒上其他污垢。
(8)清潔網帶驅動各轉動軸。
(9)清除所有多余的潤滑油和機油。
三、加熱系統、冷卻及助焊劑回收機構的維護保養
1、加熱系統的維護保養方法
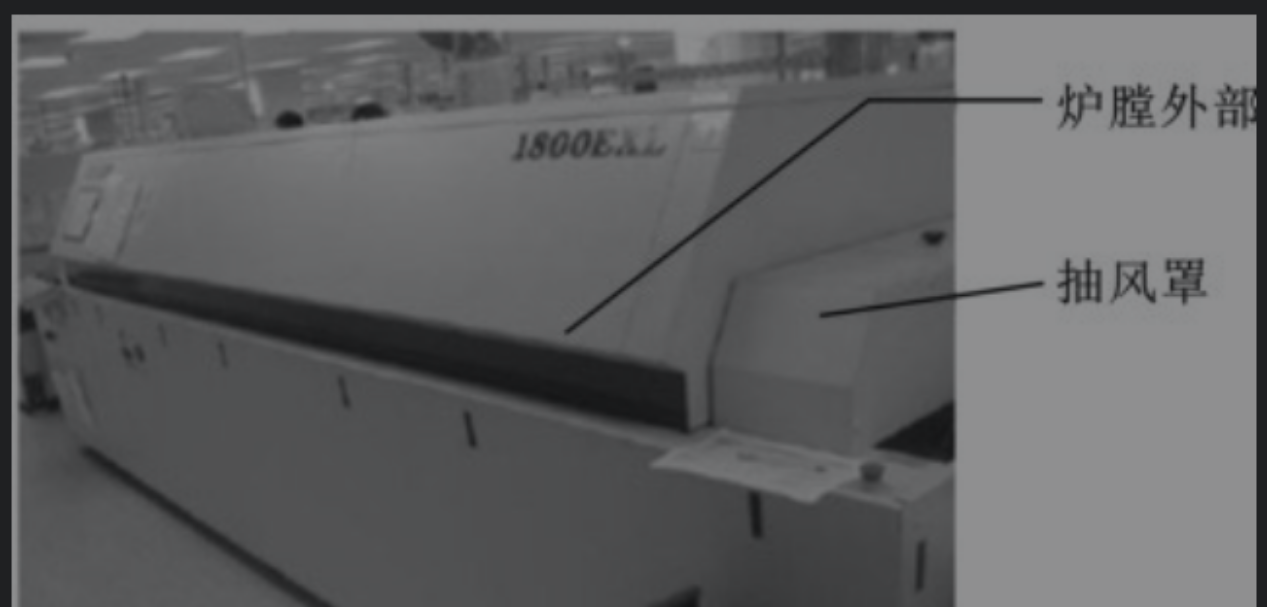
(1)爐膛外觀見下圖所示,清潔爐膛外部、抽風罩以及周邊其他位置,必要時用酒精擦拭。
(2)將回焊爐爐膛上蓋打開,并且等待爐內溫度降低到室溫左右。
(3)檢查爐膛上蓋是否附有助焊劑等污垢,如果有,先噴上爐膛清潔劑稀釋助焊劑,再用鏟刀將污垢鏟掉,最后用無塵紙或碎布蘸少量爐膛清潔劑擦拭清潔干凈,如下圖所示。
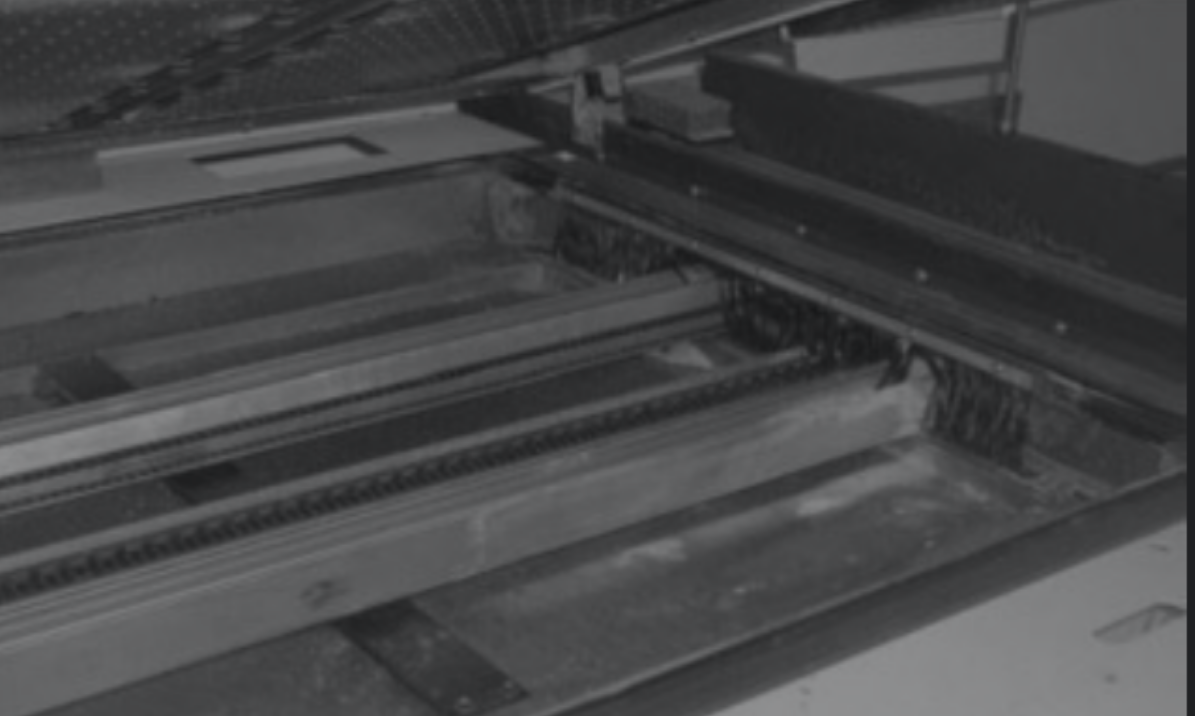
(4)爐膛內部如下圖所示,用無塵紙、吸塵器等清潔工具等將爐膛內的灰塵和助焊劑擦拭和清除干凈。
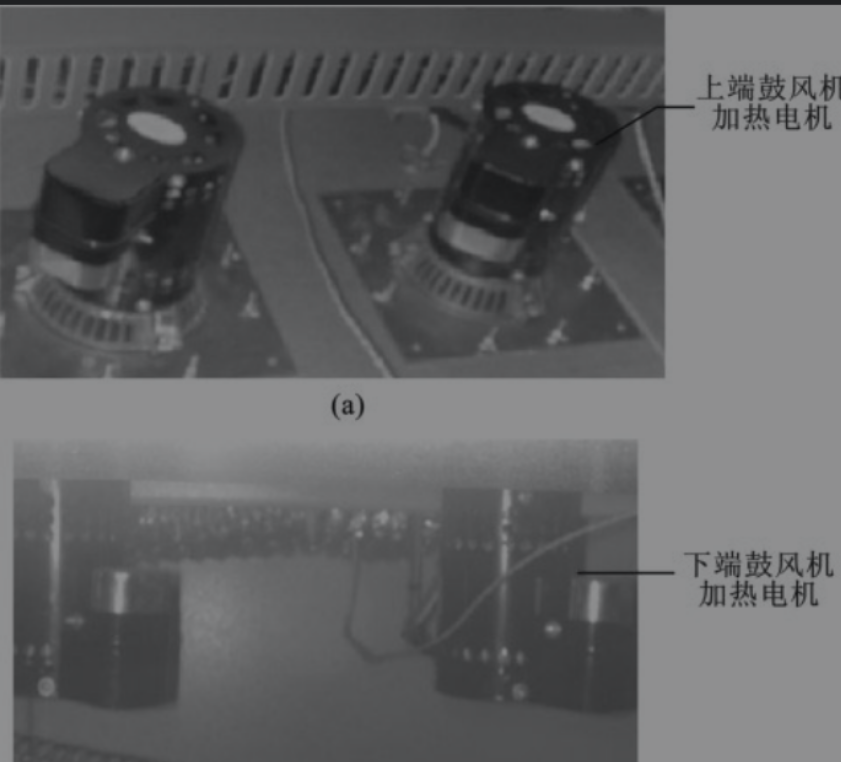
(5)上下端鼓風機加熱電機如下圖所示,檢查電機是否能夠正常轉動,有無異響,是否需要維修或更換。用無塵紙或類似的清潔工具蘸少量爐膛清潔劑將其擦拭干凈。
2、助焊劑回收機構及冷卻系統的維護保養方法
助焊劑過濾結構如下圖所示。
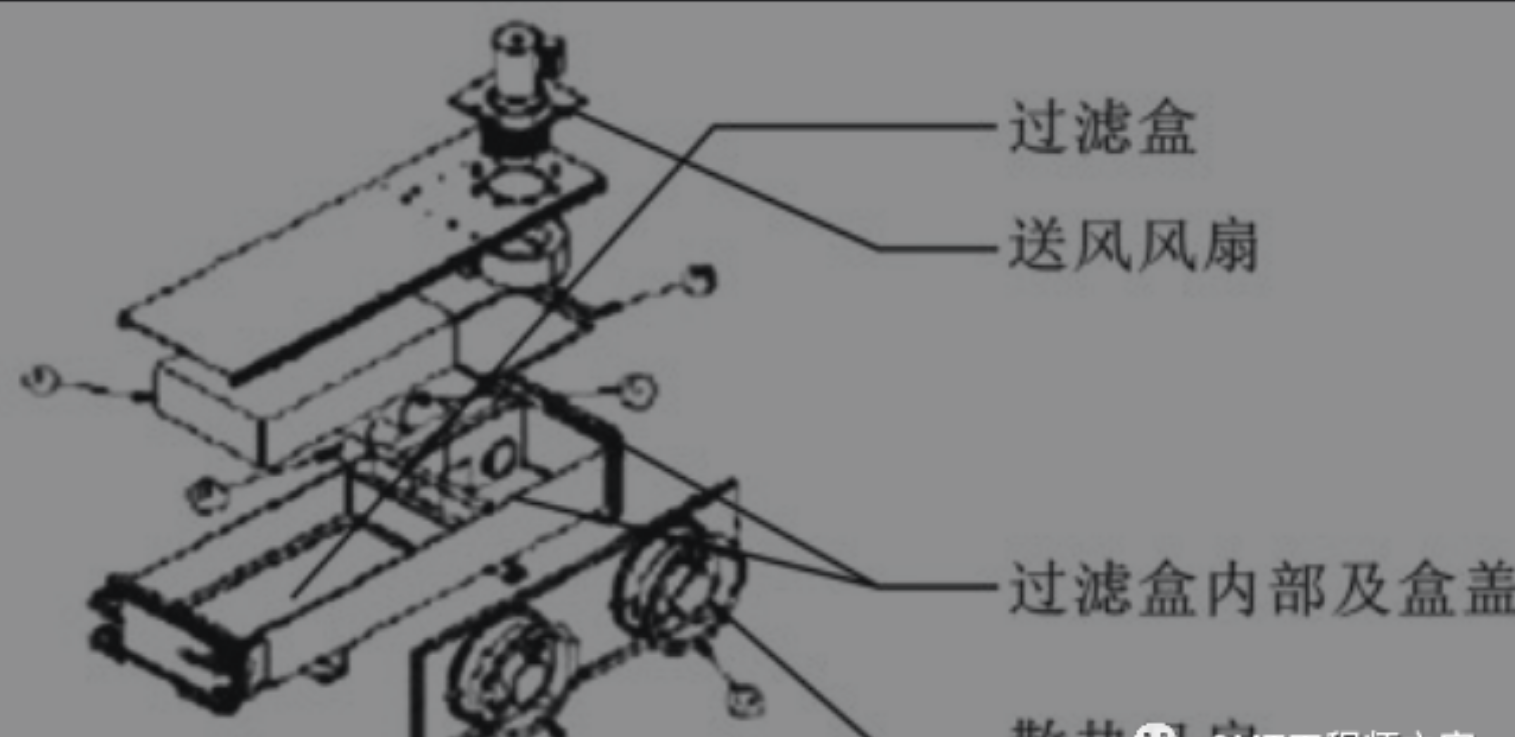
助焊劑過濾結構的維護方法如下。
(1)打開助焊劑過濾盒(F/FBOX),取出過濾器,更換新品。
(2)清潔周圍部件,為了在維護后使助焊劑在排風時完全抽出去,復原時注意氣密情況和開關接觸情況。
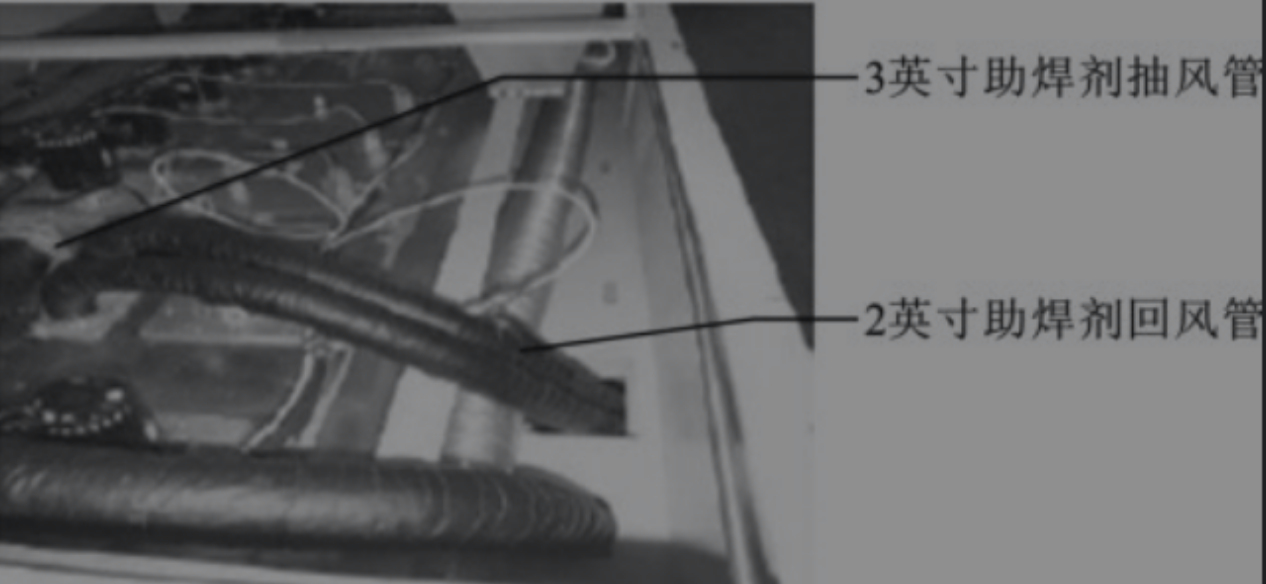
(3)助焊劑抽風管和回風管如下圖所示,將洞板放下,以約5.5mm或以上平方線徑的電線探入2英寸回風管孔,測試管路是否通暢。
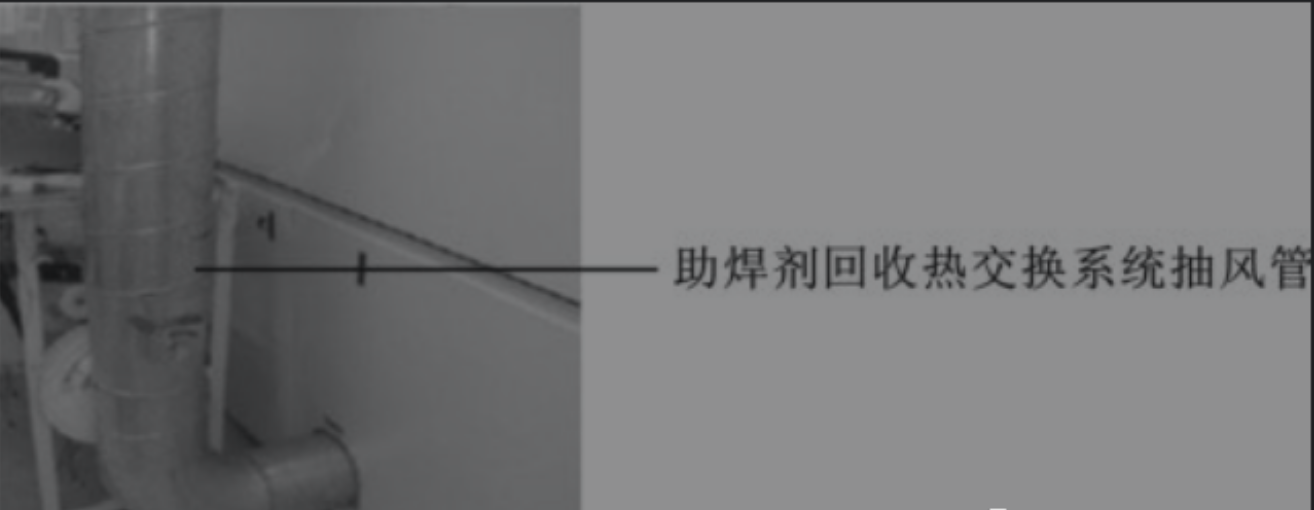
(4)檢查助焊劑回收熱交換系統抽風管,如下圖所示。檢查其有無破損,清除抽風管中的污垢和異物,并打開抽風測量口,按風向用抽風測量儀測量其風量是否足夠,要求風量在500~700SCFM或風速在1480~2470ft/min范圍內。
 '
'
(5)檢查冷卻風機和冷卻風扇是否能夠正常運行,如下圖所示,及時擦拭灰塵和污垢,并用吸塵器將細小的灰塵吸凈。

為了保證SMT制程生產產品質量和設備技術參數的可靠性和穩定性,規范標準的廠家使用的回流焊爐每月都會進行一次大的清洗,包括冷凝器、風扇、過濾網等可拆卸零件需要拆卸進行清洗。因為隨著SMT回流焊、DIP線波峰焊運行周期時間的關系,爐膽上會形成樹脂殘留和固態物質殘留粘接物,在長期高溫作用下,有可能出現碳化現象和狀態,變成了頑固污垢,對回流焊爐進行產品加工時所設定的技術參數和使用條件產生了不利的影響。往往該類(回流焊、波峰焊)設備都需要定期進行清洗和保養。
一般來說,每個月對回流焊爐膛設備進行大保養清洗,需要將冷凝器、風扇、過濾網等等可拆件拆下來進行拆件清洗,波峰焊的濾網、鏈爪等需要定期進行拆件清洗,清除樹脂污垢和高溫碳化物。
SMT回流焊設備為保證設備良好的運行狀態,按照傳統的清理方式,使用溶劑型產品進行涂刷、噴抹、涂覆在爐膽和被清潔無表面,用刷和抹的方式擦拭去除、溶解污垢,再噴射清洗劑進行多次清理,才能夠讓污垢得以去除。
隨著產品的進步,這一類清理方式近年產生了液態水基清洗劑來替代溶劑型清洗劑的作業方式,大大提升了去除的效果和清潔能力。同時也提高了作業的安全性。往往水基清洗劑都具有不燃,環保特征好等特點,給清理回流焊爐和保養爐子帶來了很大的便利。但是由于液態清洗劑,在涂抹和噴涂過程中,產生了不均勻和流淌現象,難于保持清洗劑跟污垢之間有足夠的時間浸潤和反應,因而產生了清洗效果還不盡人意的狀況和現象。SMT回流焊可拆件清洗氣霧型爐膛水基清洗劑應運而生。
合明科技氣霧型爐膛水基清洗劑是氣霧灌裝,使用前需要搖勻,使氣體液態能夠均勻的混合產生均勻的清洗劑噴霧狀態,同時噴出來的清洗劑附著在被清洗物表面,形成均勻薄層的泡沫,提供了更好的浸潤條件和溶解條件,清洗劑有充分的時間和機會分解污垢,特別是對頑固污垢甚至碳化污垢也有很好的去除和分解能力。泡沫清洗劑噴涂在被清洗物上面,停留5~10分鐘,只需要用濕抹布或者濕海綿擦拭,清除泡沫和污垢就能得到非常光亮和清潔的爐膛表面,大大方便了作業人員的操作,提升了效率,簡化了作業方式,縮短了保養清潔時間。回流焊爐膛設備氣霧型水基清洗氣霧型水基清洗劑,從材料上吻合歐盟REACH環保規范要求,有很好的環保特征。不可燃,具有很好的安全性,氣味小,作業方便,可以應用于回流焊和隧道爐的大保養以及快速保養的需求,讓作業時間大大縮短,提升工作效率。氣霧型爐膛水基清洗劑,比傳統的液態水基清洗劑及溶劑型清洗劑的清洗效果顯著提高。滿足于現代電子產品高精密、高可靠性的精益生產需要,極大的發揮了設備可用效率,縮短保養時間,簡化保養作業流程和工作人員的工作量。

![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[圖標]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)